Explore our premium CE-certified logistics components designed to eliminate mechanical failures, streamline sorting speed, and guarantee fail-safe warehouse performance.






In the modern global commerce landscape, supply chains are no longer just pipelines for moving materials; they are dynamic, complex neural networks susceptible to an array of internal and external disruptions. Logistics Risk Management (LRM) has transitioned from a tactical insurance compliance function into a critical cornerstone of enterprise strategy. The implementation of CE-certified engineering, fail-safe automation hardware, and intelligent sensor matrices represents the first line of defense against catastrophic workflow interruptions.
Industrial operations face constant risk variables: mechanical degradation of primary conveyors, micro-processor communication dropouts, regulatory safety non-compliance, and sudden warehouse throughput bottlenecks. When a single component fails in a high-speed distribution hub, the downtime cost often compounds exponentially per minute. Therefore, sourcing mechanical and electrical assets from certified, risk-conscious manufacturers is not merely a purchasing preference—it is a baseline requirement for corporate survival.
Integrating parallel conveyor networks, multi-route sorting algorithms, and modular PLC controllers to bypass hardware failures dynamically.
Ensuring all machinery complies strictly with the Machinery Directive 2006/42/EC, Low Voltage Directive 2014/35/EU, and EMC frameworks.
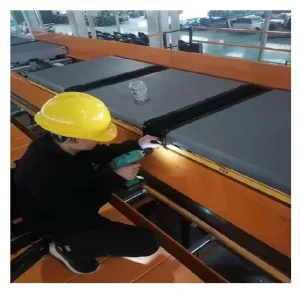
Enabling real-time sensory tracking across transport lines to detect load imbalances, structural thermal issues, and belt misalignments.
Multinational procurement executives are radically reshaping their vendor evaluation criteria. Historically, unit price and lead time dominated procurement metrics. Today, the focus is squarely on E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) and long-term risk mitigation. High-growth sectors like cold chain food distribution, pharmaceutical logistics, cross-border e-commerce, and heavy industrial assembly require strict adherence to international safety parameters before deploying automated equipment on their facility floors.
Key international mandates driving this shift include:
Quantifying the direct correlation between intelligent material handling automation and systemic risk reduction across standard high-throughput hubs.
China's industrial landscape has transitioned from high-volume manufacturing to advanced Factory 4.0 precision engineering. This evolution is particularly apparent in the Shenzhen tech-manufacturing cluster. Here, the convergence of component ecosystems, rapid ODM/OEM iteration, and advanced hardware engineering allows factories to deliver complex automated systems that meet the rigorous CE certification standards required by overseas buyers.
By utilizing automated fabrication, CNC machining centers, laser-welded structural frames, and state-of-the-art PLC testing bays, Chinese exporters can supply top-tier logistic machinery at optimized total cost of ownership (TCO). This system ensures that high-load, multi-point systems (like cross-belt parcel sorters and heavy-duty chain conveyors) maintain tight tolerances, reduce friction-induced wear, and optimize power draw.
Shenzhen JK Logistics Co., Ltd. is a professional Warehouse Conveyor Systems Manufacturer specializing in material handling, sorting systems, and logistics automation solutions for modern warehouses, distribution centers, and industrial facilities. Based in Shenzhen, China, the company focuses on the development and production of intelligent automation equipment designed to improve operational efficiency, optimize material flow, and support the growing demands of global supply chains.
With extensive experience in warehouse and logistics automation, JK Logistics provides integrated solutions covering material handling systems, warehouse conveying equipment, automated sorting technologies, order fulfillment automation, pallet handling solutions, distribution center infrastructure, and smart logistics integration. These solutions are widely used in e-commerce fulfillment centers, retail distribution networks, third-party logistics operations, manufacturing facilities, and parcel processing hubs.
The company is committed to delivering reliable, scalable, and customized automation solutions that address the challenges of modern warehousing. Its engineering team collaborates closely with customers to analyze operational requirements, warehouse layouts, throughput objectives, and future expansion plans. By combining automation technology with practical logistics expertise, JK Logistics develops systems that improve productivity, reduce manual handling, enhance accuracy, and streamline warehouse operations.
Equipped with advanced manufacturing capabilities and comprehensive quality management processes, the company maintains strict standards throughout design, production, testing, and installation. Continuous investment in research and development enables JK Logistics to incorporate intelligent control technologies, data-driven automation, and flexible system integration into its solutions.
Serving customers across Asia, Europe, North America, South America, the Middle East, and other international markets, Shenzhen JK Logistics Co., Ltd. is dedicated to providing efficient warehouse conveyor systems and logistics automation solutions that help businesses improve operational performance, increase supply chain efficiency, and adapt to the evolving requirements of modern distribution and fulfillment environments.










Logistics risk requirements vary significantly across different environments, climates, and regulatory jurisdictions. Ensuring reliability means tailoring material handling technologies to meet these localized operational needs:
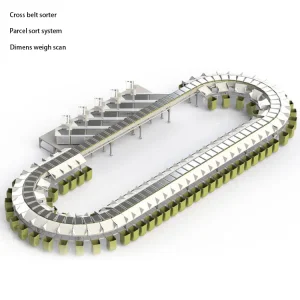
In highly automated environments processing up to 15,000 packages per hour, mechanical fatigue is a persistent challenge. Deploying intelligent cross-belt sorters, automated dimension scanning, and wireless Put-to-Light (PTL) platforms ensures that system throughput remains high, and error rates stay close to zero. The inclusion of CE-certified structural engineering minimizes industrial workplace liability, meeting local regulatory requirements.
Cold chain sorting systems face unique environmental challenges, including high humidity and low temperatures. Smart sorting machines, equipped with IP65-rated, water-resistant enclosures and PLC-driven grading sensors, ensure continuous operation without sensor failure. This enables precise food and produce grading while preventing downtime in temperature-sensitive supply chains.
Automobile assembly lines and raw material warehouses require robust, high-capacity transport infrastructure. Using heavy-duty chain conveyors and automated stackers constructed from high-tensile, corrosion-resistant steel ensures safe and steady movement of heavy components. This reduces manual intervention and mitigates risk in high-load industrial operations.
In-depth responses regarding European CE standards, manufacturing safety, and hardware selection for logistics operations.
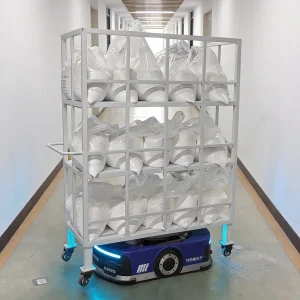
Enhance operational efficiency with our specialized cross-belt sorters, automated guided vehicles (AGVs), and smart monitoring devices.